Дисциплина: Диагностика и обслуживание судовых технических средств.
Лекция: Классификация видов разрушений и разрушающих воздействий деталей СТС
Затраты на техническое обслуживание и ремонт (ТО и Р) судовой энергетической установки (СЭУ) зависят от надёжности, условий эксплуатации и конструктивных особенностей судов в целом. Кроме того, технологии и средства ТО СЭУ оказывают существенное влияние на безопасность мореплавания, условия работы и обитания на судне. Растущая сложность и взаимосвязь судового оборудования обостряют проблемы ТО, из которых, наряду с повышением надёжности отдельных агрегатов и узлов судовых технических средств (СТС) и выбором режимов эксплуатации СТС – является своевременное выявление повреждений, возникающих в СТС с использованием неразрушающих средств контроля технического состояния. Планирование ТО и Р на основе количественных показателей надёжности, заложенных в планах-графиках технического обслуживания не избавляет судовой экипаж от ошибок, связанных с несвоевременным их проведением. Исследования показывают, что только 25% случаев планирование ТО и Р с использованием показателей надёжности является результативным и соответствует реальному техническому состоянию СТС. В 60% проведение ТО и Р было преждевременным, а в 15% случаев ремонтно-восстановительные работы выполнялись после возникновения отказов. Анализ отказов и повреждений СТС является предпосылкой для технического диагностирования, что позволяет использовать метод ТО по реальному техническому состоянию.

Лекция: Классификация видов разрушений и разрушающих воздействий деталей СТС
Затраты на техническое обслуживание и ремонт (ТО и Р) судовой энергетической установки (СЭУ) зависят от надёжности, условий эксплуатации и конструктивных особенностей судов в целом. Кроме того, технологии и средства ТО СЭУ оказывают существенное влияние на безопасность мореплавания, условия работы и обитания на судне. Растущая сложность и взаимосвязь судового оборудования обостряют проблемы ТО, из которых, наряду с повышением надёжности отдельных агрегатов и узлов судовых технических средств (СТС) и выбором режимов эксплуатации СТС – является своевременное выявление повреждений, возникающих в СТС с использованием неразрушающих средств контроля технического состояния. Планирование ТО и Р на основе количественных показателей надёжности, заложенных в планах-графиках технического обслуживания не избавляет судовой экипаж от ошибок, связанных с несвоевременным их проведением. Исследования показывают, что только 25% случаев планирование ТО и Р с использованием показателей надёжности является результативным и соответствует реальному техническому состоянию СТС. В 60% проведение ТО и Р было преждевременным, а в 15% случаев ремонтно-восстановительные работы выполнялись после возникновения отказов. Анализ отказов и повреждений СТС является предпосылкой для технического диагностирования, что позволяет использовать метод ТО по реальному техническому состоянию.
1.1. Усталостные разрушения.
Усталость - накопление повреждений в материале, вследствие циклических
нагрузок, которые проявляются в виде усталостных трещин.
Различают многоцикловую и малоцикловую усталость. Четко обозначенной
границы между ними нет. Условно считается, что многоцикловая усталость
определяется числом циклов - NP до возникновения
разрушения NP>104,
если (1/4< NP<104), то это относится к
малоцикловой.
При неправильных циклических нагрузках, под влиянием быстро меняющихся
воздействий, например обусловленные вибрацией, критическое число циклов, т.е.
число циклов до разрушения, составляет NP<106
(для МОД NP≈6-7 суток; СОД NP≈1,0-1,5
суток; газотурбокомпрессоры для наддува ДВС NP≈1,5-2,0
часа, паровые турбины NP≈3,0 часа газовые
турбины NP≈2,5 часа). Долговечность, или число циклов до
разрушения простых деталей можно определить, используя известные расчетные
зависимости из теории прочности.
Предел усталости материала является его свойством, однако, на интенсивность развития трещин оказывают
влияние условия эксплуатации.
При разрушении деталей, вследствие усталости, на поверхности излома наблюдаются две чётко
разграниченные зоны. Одна представляет собой
гладкую (притертую) поверхность, которая образуется в результате трения
поверхностей трещины при ее смыкании и размыкании, под действием циклических
нагрузок - называется зоной разрушения
вследствие усталости. Другая образуется в результате излома по границам
зёрен - кристаллический излом, при этом поверхность имеет грубую, шероховатую
поверхность и является зоной заключительного
разрушения – называется зоной мгновенного действия.
Усталостные разрушения происходят без внешних признаков пластической
деформации. Развитие трещины начинается с образования микротрещин,
растрескивания по границам зерен, а также вокруг твердых включений. Развитие и
распространение микротрещин идет от одного слабого места к другому, ослабляя
сечение детали. Когда она охватывает значительную часть сечения, быстро разрушается и остальная её часть.
Микротрещины в отдельных разрозненных зернах неоднородны, аналогично
неоднородности структуры - неметаллические включения, поры и др. Наличие только микротрещин, недостаточно для
возникновения усталостного разрушения. Для развития явления усталости необходимо,
чтобы вблизи находилось несколько зерен с
усталостной трещиной. Вероятность усталостного разрушения зависит от
вероятности нахождения рядом нескольких зерен, в которых напряжения могут
достичь значения равного пределу хрупкой прочности. Подобная вероятность
увеличивается с ростом размеров детали.
Чем крупнее и массивнее деталь,
тем ниже предел усталости и тем больше
вероятность наличия слабых мест и дефектов.
На
предел усталости существенно влияет наличие концентраторов напряжений.
Концентраторами
напряжений могут являться:
- базовые формы деталей, такие как - уступы, выточки, отверстия, борозды, резьбы, углы, сварочные швы и др. (обычная резьба снижает предел усталости стержня из мягкой стали до 25%);
- неисправности, в виде изменения геометрической формы - коррозия,
усадочные раковины, царапины, риски от резца,
выемки образовавшиеся в результате износа и др. (царапина на поверхности
цилиндрического стержня глубиной
- обезуглероживание, при котором теряется углерод (например, вызванное связыванием с водородом) с поверхности сплавов железа при нахождении в нагретом состоянии в активной среде, что значительно снижает сопротивление усталости;
- фреттинг-коррозия - возникает в местах плотного соединения двух деталей, подвергающихся переменному изгибу;
- включения, являющиеся "инородными частицами", в структуре металла;
- внутренние напряжения, возникающие в результате термической обработки, протяжки, прокатки, холодной обработки, некачественной сварки ослабляющей материал.
Следует отметить влияние температуры на предел усталости.
При температурах от + 40°С до + 200°С, изменения предела усталости не
наблюдается. Для углеродистых сталей, при температурах более +200°С, предел
усталости повышается вследствие увеличения пластичности и уменьшения
возможности появления трещин. При температурах +375°С предел усталости выше на
40%, чем при комнатной температуре. При низких температурах предел усталости падает.
1.2. Остаточная деформация.
Нагрузки, вызывающие напряжения, превышающие предел упругости, могут
привести к отказам в виде трещин.
Различают три типа нагрузок: статические, циклические и динамические.
Кратковременные статические нагрузки обычно не создают условий
для появления усталостных явлений. Если статические нагрузки действуют в течение длительного периода, то в этом
случае характеристики ползучести или текучести материала являются факторами,
определяющими срок службы материала CTC.
Циклические нагрузки обычно сопоставляют с усталостными
свойствами материала.
Динамические нагрузки возникают в процессе движения объектов. Различают внезапные и
ударные нагрузки.
Ударные нагрузки связаны с движением при столкновении одного
объекта с другим. Возникающие при этом напряжения связаны с переходом
кинетической энергии в потенциальную энергию напряжений.
Внезапные нагрузки возникают
тогда, когда масса, находящаяся в
покое, внезапно прикладывается к объекту. Возникающие, при этом, напряжения
удваиваются по величине, в случае "мягкого" приложения массы.
Выемки и углубления. Углубления, выбоины, выемки, пазы и коробления обычно являются результатом приложения избыточных
нагрузок.
Излом по плоскости скольжения. Образуется, между точно определенными
кристаллическими плоскостями в зернах. Как правило, поверхность трещины имеет
большие гладкие области.
Вязкое разрушение. Возникает в результате перегрузки материала.
Металл разрывается под действием приложенных сил в местах неоднородностей по
границам зерен. При возрастании приложенных усилий, микрораковины растут и,
сливаясь, формируют сплошную поверхность разрыва, имеющую вид язвочки. В вязких
материалах, при растягивающих усилиях, эти язвочки, в основном, равноосные и
имеют круглую форму, а при наличии сдвига они принимают параболическую форму.
Трещины при статической нагрузке. Являются результатом приложения
единичной нагрузки, вызывающей напряжения, превышающие предел выносливости
материала.
Растяжение. Вызывает локальную деформацию или "шейкообразование".
Поверхность трещины формируется плоскостями разделения, наклоненными под углом около 45° к направлению
действия нагрузки.
Две части стержня, разорванного осевым растяжением; напоминает
"чашу и сердцевину" с краями, скошенными под углом 45°.
Сжатие. Отказы проявляются в двух основных формах: сжатие и изгиб, (выпучивание). Сжатие бруса
(стержня) происходит в коротких тяжелых частях, которые разделяются наклонными
плоскостями, также как и при растяжении. Изгиб происходит в длинных частях и
вызывает типичное изгибное изменение формы.
Изгиб. Следствие разрушения материала при этом аналогично
образованию трещин при растяжении с внешней стороны изгиба и сжатии - с внутренней стороны изгиба.
Сдвиг (срез). При срезе две половины трещины скользят одна по
другой, поверхность подвергается трению, в результате чего тpeщинa
заглаживается или происходит задир
поверхности. Направление задира показывает направление приложения силы среза.
Скручивание. Является формой сдвига. Две половины разрушенной
поверхности сохраняют некоторый остаточный изгиб. Поверхность трещины часто
имеет вид такой же, как и при растяжении и наклонена под углом скручивания.
1.3. Коррозия.
Коррозия - разрушение поверхности металла при химическом или
электрохимическом взаимодействии с коррозионно-активной средой. Различают два
вида протекания коррозионного процесса: химическая и электрохимическая коррозии.
Химическая - происходит в результате химических реакций без
влияния электрических токов (коррозия в
неэлектрической среде или сухих газах) и сопровождающихся появлением на
поверхности металла окисной пленки. Образующиеся пленки могут быть разной толщины.
Первичная окисная пленка
может тормозить дальнейшее развитие окисления металла, это зависит от ее
сплошности. Пористые несплошные пленки слабо защищают металл от последующего
окисления, сплошные – лучше.
Применяющиеся на судах топлива содержат примеси соединений серы, которые
после сгорания топлива, соединяясь с конденсирующимися парами воды, образуют
растворы серной кислоты в виде сернокислого тумана. Эта кислота, адсорбируясь
на поверхности газовых трактов или на твердых частицах (зола, несгоревшие
углеводороды) приводит к интенсивной низкотемпературной
коррозии деталей, омываемых газами,
разрушая защитный слой. Кислород, содержащийся в газовом потоке (благодаря
высоким значениям коэффициента избытка воздуха) окисляет эти незащищенные
участки поверхности, и процесс разрушения повторяется.
Ванадиевые отложения – V2O5 образуются из
ванадия, присутствующего в виде различных соединений при сгорании тяжелых
сортов топлив. Отложения могут быть мягкими (сажа) или твердыми, стекловидными.
Эти соединения прилипают к поверхности металла, ухудшая теплопередачу, действуя
также как сильный окислитель, способствуют коррозии металла.
Детали цилиндропоршневой группы дизелей (клапаны, цилиндровые втулки,
поршневые кольца, днища поршней),
лопатки турбин газотурбокомпрессоров подвержены коррозионным разрушениям
из-за наличия в продуктах сгорания сульфата натрия - Na2SO4.
Известную роль здесь играет
ухудшение качества морских топлив. В них, особенно в тяжелых остаточных
топливах, содержание ванадия может достигать 300 - 350 ppm (частей на миллион), а в некоторых
топливах его содержание доходит до
500 - 600 ppm. В тоже время, содержание органических соединений натрия
редко превышает 30 ppm. Большие количества сульфата натрия, обычно образуются
при обводнении тяжёлых остаточных топлив морской водой, в этих случаях в топливо
попадает большое количество соединений натрия, которое может достигать величины 300 ppm. При
сгорании топлива образуются такие вещества как СО2, Н2О, SO2. Несмотря на
избыток кислорода, в очень небольшом количестве образуется и SO3. Причина замедленности
протекания этой реакции в том, что мала скорость реакции окисления с
превращением SO2
в SO3.
Присутствие SO3 в продуктах сгорания крайне нежелательно, так как с ним связаны
протекание специфических коррозионных процессов. Несгорающие элементы, такие
как V, Na, Fe и Ni, при сгорании углеводородов легко
образуют окислы или соли. Причём, окислы ванадия и железа выступают в роли
очень активных катализаторов реакций окисления SO2:
V2O4+S02 ↔ V2O4S03 V2O4S03+S02↔V2O5+SO3
2Fе2O3+6S02↔VFe2(S04)3 2Fе2(SO4)3 2↔VFe2+6 SO3.
В обоих случаях каталитический эффект достигается с образованием, в
ходе реакции, промежуточных соединений. При обводнении топлива морской водой в
него попадают в больших количествах соединения натрия, среди которых основную
роль играет хлорид натрия - NaCI,
который, вступая в реакцию с серной кислотой, образует сульфат натрия Na2SO4 и соляную
кислоту НСl в паровой фазе.
Возникающие при сгорании тяжелых топлив окислы ванадия и натрия, будучи
чрезвычайно агрессивными, вызывают высокотемпературную
коррозию металла, главным образом металла тарелок выхлопных клапанов
дизелей, выражающуюся в возникновении межкристаллической коррозии, с
образованием пораженных участков. Плотность посадки клапана на седло на этих
участках теряется, прорыв газов способствует местному перегреву, в итоге —
прогоранию клапана.
Подобные явления, обычно связывают с наличием в топливе ванадия, поэтому
часто их определяют как ванадиевую коррозию. Однако, как показывает практика,
потеря плотности посадки клапана и прогорания возможны и без присутствия в
топливе ванадия.
Так, при работе высокооборотных дизелей на высококачественном
дистиллатном топливе нередко происходит образование на рабочих фасках
чрезвычайно твердых отложений сульфатов бария, кальция, натрия. Кальций и
барий являются основными составляющими присадок смазочных масел и при окислении
последних попадают в состав нагаров. Связующими являются продукты неполного
сгорания топлива, а также Са, иногда Si. Ровный и гладкий слой отложений обеспечивает хорошее
уплотнение рабочих поверхностей клапана и седла — до тех пор, пока между ними
не оказываются твердые посторонние частицы металла или кокса, которые при ударе
клапана о седло вызывают появление трещин в защитном слое отложений. Если
трещина располагается поперек седла, то в образовавшуюся бороздку начинают
прорываться горячие газы. Проход расширяется, происходит местный перегрев,
сопровождающийся коррозией и эрозией размягченного слоя стеллитовой наплавки.
Дальнейшее разрушение клапана происходит очень быстро.
Важной причиной и специфическим обстоятельством, сопровождающим
возникновение высокотемпературной коррозии, является наличие в продуктах
сгорания агрессивных соединений, температура плавления которых лежит ниже
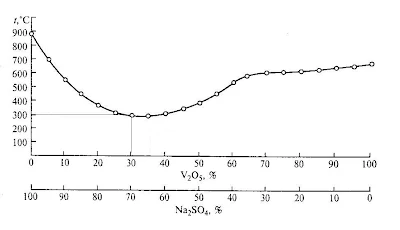
рабочей температуры клапанов. Окислы ванадия V2O4
и V2O5 имеют температуры
плавления соответственно около 2000°С и 670 – 690оС. Это означает,
что они покидают цилиндр вместе с выхлопными газами, температура которых
составляет 450 - 600°С, находясь в твердом состоянии. В смеси с сульфатом натрия, их температуры плавления снижаются до
значений 530 - 570°С, а в пропорции,
примерно, 70% Na2SO4 + 30% V2O5 температура плавления
смеси может достигнуть 300°С (рис. 1).

Рис. 1. Значения температур
плавления V2O5 и Na2SО4
Пока окислы находятся в твердом состоянии и температура тарелки клапана
не превышает 530°С, есть вероятность, что значительная часть их будет
удаляться вместе с выхлопными газами, не принося вреда клапану. Когда же
температура клапана начинает превышать температуру плавления окислов
(поднимается выше 530°С) то, оказываясь вблизи клапана, они начинают прилипать к нему. Стекая на рабочую фаску,
окислы вызывают ее интенсивную коррозию и последующее прогорание.
Уменьшение содержания Na2SО4 в смеси с V2O5 как это видно
из рис. 1, способствует росту температуры плавления, препятствует прилипанию к
телу клапана, а значит, способствует уменьшению вероятности развития коррозии
последнего
Электрохимическая - происходит в результате взаимодействия
металла с электролитом под воздействием электрических токов.
Различают анодный процесс - переход металла в раствор в виде
гидратированных ионов с оставлением соответствующего количества электронов и
катодный процесс - ассимиляция избыточных электронов в металле атомами, молекулами
или ионами раствора, которые могут восстанавливаться на катоде.
Протекание реакции при электрохимической коррозии аналогично протеканию
реакции в гальваническом элементе.
Протекание электрохимического процесса коррозии зависит от солености
воды, скорости ее движения относительно металла, температуры, блуждающих токов,
напряжений металла и деформаций.
При движении воды процесс коррозии интенсифицируется вследствие подвода
к металлу кислорода из аэрированной воды, механического действия струи, так как
с поверхности металла снимается защитная пленка продуктов коррозии. При
температурах 50 - 90°С защитная пленка оказывается неплотной и нестойкой, при
более низких и высоких значениях
температуры, защитная пленка обладает
повышенной стойкостью. При повышении температуры интенсифицируется процесс
конвекционного теплообмена, который должен был бы ускорить протекание реакции.
Однако, так как этот процесс сопровождается снижением растворимости кислорода в
растворах, в результате, происходит
замедление реакции.
Внутренние
напряжения и деформации в металлах ускоряют процесс электрохимической коррозии,
придавая ей меж- и транскристаллический
характер.
Морская вода содержит в себе
большое количество легко диссоциирующихся солей в основное хлоридов NaCl, MgCl2 и сульфиды CaSO4, MgSO4,
Ka2SO4 , она насыщена
воздухом и высоко электропроводна, что создает условия для протекания
электрохимической коррозии. Вследствии этого данный вид коррозии является
одной из основных причин повреждений СТС.
На надводную часть корпуса (внутреннюю и наружную) воздействует влажный
и соленый морской воздух, на подводную часть - электролит с высокой
электропроводностью.
С наружной части корпуса наиболее интенсивно поражается район переменного
пояса, где скорость коррозии в 3 - 5 раз больше, чем в районе полного
погружения. Брызги воды и механическое воздействие волн разрушают защитную
пленку продуктов коррозии. Коррозионное поражение наружной обшивки
увеличивается при больших скоростях хода судна, так как, при интенсивном
обтекании, вода смывает с обшивки защитные покрытия, облегчая доступ
окислителей к поверхности металла. Коррозия усиливается из-за обрастания подводной
части корпуса мелкими живыми организмами и растительностью, которые создают
дополнительную окислительную среду вследствие выделения ими двуокиси углерода и
сероводорода при разложении омертвевших организмов и растительности.
Большое значение имеет состояние покрытий и защитных плёнок.
Механические повреждения, царапины, места, откуда выкрошилась окалина, -
являются анодами по отношению к остальной части поверхности. Если поврежденные
места очень малы, то могут образоваться глубокие язвы (до 5 мм и более). Сварные швы
корродируют быстрее, чем основной свариваемый металл.
Koppoзионная
усталость характерна для деталей, находящихся в коррозионно-активной среде и
подверженных растягивающим циклическим нагрузкам. Образующиеся в этом случае
трещины распространяются вглубь материала, перпендикулярно растягивающим напряжениям
и имеют, в основном,
транскристаллитный характер и обычно заполняются продуктами коррозии.
1.4. Износ.
Основной причиной сокращения срока службы СТС является износ сопрягаемых
поверхностей, движущихся относительно друг друга.
Вследствие изнашивания деталей меняется характер сопряжения, а
уменьшение сечений снижает прочность деталей.
При больших нагрузках на контактируемые (трущиеся) поверхности и высоких
скоростях скольжения, особенно при
шероховатой поверхности, когда детали контактируют по выступам. возрастает количество
выделяемого тепла. На тепловой режим контактируемых поверхностей оказывают
влияние так же и другие негативные факторы, как недостаток смазки и плохое
охлаждение. При этом возможно подплавление
металла и его выравнивание. В целом,
снижение интенсивности износа достигается конструктивными, техническими
и эксплуатационными мерами.
Процессы износа.
Износ включает в себя один или несколько следующих процессов:
- микросрезание, происходит
при наличии осколков изнашиваемого материала или абразивных частиц, которые
срезают крошечные частицы металла или вызывают
поверхностную деформацию;
- пластическая или
упругопластическая деформация, возникает в определенных областях
поверхности, как результат высоких местных напряжений, появляющихся при контакте
микрошерховатостей на соприкасающихся поверхностях;
- поверхностная усталость,
образуется при повторяющихся упругих
деформациях поверхности и действующих переменных усилий;
- местный перегрев, является
результатом недостаточного теплоотвода; локальный рост температуры бывает
настолько велик, что трущиеся
поверхности расплавляются, образуя сварной спай;
- окисление, вызывает
образование легко разрушающихся твердых пленок и окислов;
- молекулярное взаимодействие,
возникает при больших давлениях и малой частоте вращения, при этом происходит
холодная сварка и переход частиц металла с одной поверхности на другую;
- эффект Ребиндера,
заключается в том, что смазка внедряется
в микротрещины и является причиной
возрастания давления, которое приводит к повреждению поверхностного слоя.
Виды износа.
Вышеперечисленные процессы могут происходить одновременно и вызывать
любой из следующих видов износа.
Абразивный износ, возникает
вследствие истирания твердыми частицами относительно мягкого материала рабочей
поверхности. Абразивный износ появляется при работе деталей в пыльной
атмосфере, при окислении смазки с образованием твердых частиц (цилиндровая
смазка ЦПГ дизелей), при плохом удалении продуктов износа с поверхностей трения
и из смазывающего масла.
Задир (скаффинг), представляет собой явление, при котором парные
поверхности соприкасаются в условиях разрушения масляной пленки (задиры
подшипников, цилиндровых втулок, плунжерных пар топливных насосов, повышенный
износ поршневых колец и т.д.). При контакте поверхностей сопрягаемых деталей
может возникнуть давление, способное разорвать смазывающую пленку и обнажить
сопрягаемые поверхности, что создает условия для сваривания локальных участков.
Повреждения поверхности, в результате которого образуются локальные спайки
между трущимися поверхностями, называются скаффингом. Возрастание коэффициента
трения на 30% может быть достаточным для возникновения деформации сдвига по
всей контактной области сопрягаемых деталей.
Опасность задира увеличивается, когда между поверхностями происходит
скольжение и качение, при этом влияние скольжения более значительно. При таких
условиях могут возникнуть высокие мгновенные (локальные) температуры, так как
во время контакта теплота не
рассеивается, что может приводить к плавлению металла. Для этой формы
разрушения характерны царапины, заканчивающиеся в области сплавления. Время
контакта, необходимое для протекания процесса оценивается в 10 – 6с.
Скаффинг характерен для зубчатых зацеплений и пары «поверхность втулки -
поршневые кольца ДВС». Различают две стадии этого процесса: рост коэффициента
трения вследствие нарушения смазки, быстрый нагрев и разрушение поверхностного
слоя, сопровождающееся интермолекулярным свариванием металла двух поверхностей.
Усталостный (питтинговый) износ,
является следствием усталости поверхностного слоя или микрошероховатостей при
относительном скольжении поверхностей. Для питтингового износа характерно
макро- и микроязвенное разрушение поверхности.
Молекулярный износ
характеризуется образованием локальных металлических соединений и отторжением
образовавшихся частиц от трущихся поверхностей. Этот вид износа происходит при
высоких давлениях и развивается с высокой скоростью.
Коррозионный износ происходит
при наличии агрессивной (окислительной) среды. Разрушение окисной пленки,
являющейся защитной для металла, приводит к обнажению "свежего"
подслоя металла, который при наличии кислорода вновь окисляется. При циклических
разрушениях окисной пленки процесс коррозионного износа идет непрерывно.
К видам износа следует отнести эрозионные разрушения материала СТС, такие как газовая, абразивная и кавитационная, механизм возникновения и
протекания эрозионных разрушений рассмотрен
в разделе эрозия.
Разрушение трущихся поверхностей.
Рельеф, химический состав и физическая структура трущихся поверхностей,
условия, в которых они работают (температура, скорость, давление) влияют на
трение и износ. Любая металлическая поверхность покрыта тонким слоем оксидной
пленки толщиной в несколько ангстрем и состоящей, в основном, из химически абсорбированного кислорода,
который в большинстве случаев поглощается из атмосферного воздуха. Пленка
является защитой для основной поверхности, однако, будучи разрушенной на
локальных участках она теряет защитные
свойства, так как металлический контакт способствует активному взаимодействию
поверхностей деталей, не только со смазочным маслом, но и с химически
активными веществами. Наряду с этим, сопротивление некоторых
твердых тел нагрузкам и деформациям снижается в присутствии
поверхностно-активных веществ (эффект Ребиндера). Этот эффект связан с
обратимой адсорбцией, снижающей сопротивление поверхностного слоя материала.
Такие поверхности очень чувствительны к адсорбции поверхностно-активных веществ
и значительно облегчают процесс деформации, иногда более эффективно разрушая
материал, чем химическая реакция.
Исследования работы различных узлов трения позволяют установить характер
изнашивания деталей и выделить три различимых фазы (Рис.2):

Рис. 2. График зависимости износа подвижного
соединения от времени его работы
І. Первый период,
участок АВ - период приработки, характеризуется повышенным износом, при котором
изменяется макро- и микроструктура поверхностей. Под прирабатываемостью
понимается свойство материала увеличивать, посредством изнашивания, обработки
или пластического деформирования поверхность прилегания деталей трущейся пары.
В результате приработки увеличивается фактическая площадь касания трущихся
деталей, уменьшается давление, снижается температура и создаются лучшие условия
для смазки.
Повышенный износ трущихся деталей в период приработки можно объяснить
явлением взаимного внедрения прижатых поверхностных слоев металла и зацеплением
неровностей при грубой обработке. При движении прижатых поверхностей с
участками внедрения, последние должны как бы "пропахать" или
выработать себе проход в сопряженной детали. Образование таких проходов
сопряжено с деформацией и интенсивным разрушением поверхностных слоев, что и определяет
повышенный износ деталей в этот период.
После взаимной приработки интенсивность изнашивания снижается и наступает
второй период.
ІІ. Второй период,
участок ВС - период нормального изнашивания. Как правило, он имеет линейную
зависимость изменения величины износа (зазора) от времени эксплуатации.
Основными факторами, влияющими на величину износа в этой фазе, являются
удельное давление и относительная скорость движения трущихся деталей. При абразивном
износе, последний прямо пропорционален
удельному давлению на трущиеся поверхности и пути скольжения. Период нормального
изнашивания является межремонтным периодом работы сопряжения. Знание
межремонтного периода работы (tmax) позволяет рационально
планировать ремонтно-восстановительные работы,
tmax =
(Smax - Sнач ) / tgα,
где: Smax - предельно допустимая величина зазора, мм;
Sнач -
начальная величина зазора приработанного соединения, мм;
tgα - величина, харктеризующая интенсивность
изнашивания.
Обычно известны предельно допустимые величины зазоров (приведены в
формулярах и инструкциях по эксплуатации, инструктивной и другой документации).
Значение tgα определяется
опытным путем (например, при заводских испытаниях технических средств в течение
первых 500 часов).
Если to - число часов работы после приработки,
а So – величина зазора соответствующий этому
времени, то износ за время to характеризуется
увеличением зазора,
i0
= S0 - Sнач
,
tgα = i0 / t0
= (S0 - Sнач
) / t0 .
Подставив tgα в выражение,
определяющее tmax ,
получим величину межремонтного периода.
III. Третий
период, участок СД - период ускоренного изнашивания, является результатам
количественных изменений в структуре поверхностей сопрягаемых деталей. По мере
увеличения времени работы, на поверхностях трения происходит «накопление»
последствий процессов изнашивания, в
основном носящих усталостный характер, ухудшаются условия смазывающего действия
масел, появляется динамическое нагружение.
Дальнейший процесс изнашивания развивается катастрофически.
1.5. Эрозия.
Эрозия
представляет собой местное разрушение поверхностей деталей СТС, вследствие
механических воздействий. Эрозионное разрушение наблюдается у деталей СТС
работающих в условиях непосредственных динамических воздействий (ударов) жидкостей (воды); пара; взвешенных
частиц находящихся в газовом потоке, жидкостях, паре и воздухе; кавитации.
Различают три вида эрозии: газовая, абразивная и кавитационная, а также
эрозионные разрушения обусловленные совместным действием нескольких причин.
Газовая эрозия, протекает под
действием на поверхность металла потока
газов. Газовой эрозии подвержены лопатки газовых турбин, детали ЦПГ, поверхности коллекторов и
трубопроводов внутри которых движутся газовые потоки, сопловые устройства и др.
Под действием газов, имеющих высокую
температуру, поверхность размягчается и
окисляется, при этом из металла уносятся
вместе с потоком газов отделившиеся частицы металла.
Абразивная эрозия, возникает
при наличии взвешенных частиц в потоках газов, пара или жидкостей. Сила удара
этих частиц значительна, так как она пропорциональна квадрату скорости потока.
В результате такого воздействия
поверхность становится шероховатой с царапинами, что создает дополнительное
сопротивление потоку. Царапины могут быть началом усталостного разрушения.
Явление кавитационной
эрозии изучено не до конца, выдвигается несколько объяснений ее природы.
Кавитация наблюдается при больших скоростях обтекания и наличии
турбулентных вихреобразований в движущейся жидкости, когда местные давления снижаются
до значений, соответствующих давлению насыщенного пара. При этом в воде образуются полости в виде отдельных
пузырей, каверн и мешков, наполненных парами жидкости и, выделившихся из
жидкости, воздухом и газами. Кавитация
возникает также при наличии препятствий, мешающих свободному движению воды. В
потоке за препятствием обычно образуется кавитационная зона. В дальнейшем, происходит разрушение
пузырьков или, в результате их всплытия, замещение занимаемых ими объёмов массами
воды. Если поверхность металла расположена достаточно близко, то этот процесс
сопровождается гидравлическими ударами
масс воды о нее. Таким образом, в кавитационной зоне
происходят разрушение металла. Поверхность лопастей гребных винтов, в начале
процесса, изменяет цвет (напоминает цвет побежалости), потом образуются разрушения
в виде язв, углублений, борозд, которые могут распространяться на значительную
глубину, вплоть до образования сквозных отверстий. Места поражений чаще всего
возникают у корня лопастей, но могут наблюдаться в центре и на периферии. Как
указывалось выше, процесс разрушения поверхностей, в случае кавитационной
эрозии, заключается в ударном воздействии на них масс воды при разрушении или
замещении пузырьков в кавитационной зоне. По всей вероятности этот процесс
сопровождается и электрохимической
коррозией, так как воздух, выделяющийся из воды при кавитации, насыщен большим
количеством кислорода усиливающий
химические процессы. Степень эрозионного разрушения зависят от качества
металла, структуры и степени чистоты (шероховатости) поверхности, скорости воды
и ее химического состава, а также характера кавитационной зоны (протяженность,
давление). Металлы с большим пределом прочности более стойки к эрозионным
воздействиям.
1.6. Нагарообразования.
Используемые тяжелые остаточные сорта топлив с высокой плотностью, содержащие серу, ванадий, воду,
механические примеси, асфальтены и т.п., являются причиной коррозионных,
механических разрушений, а также нагарообразований.
Отложения нагара вызывает коксование распылителей форсунок, потерю
подвижности поршневых колец, нарушение режимов теплообмена (повышение
теплонапряженности) деталей ЦПГ.
Уменьшаются проходные сечения газовыпускных трактов, ухудшая процессы
газообмена в цилиндрах дизелей. Большую
опасность вызывают возгорания накопившихся отложений в газовых трактах
котлов, газовыпускных коллекторах и газотурбокомпрессорах дизелей. В газовых
турбинах нагары искажают фронт и структуру пламени, вызывая коробления камер
сгорания, разрушения лопаточных аппаратов вследствие эрозии, коррозии и т.п.
Поэтому особое внимание при работе на тяжелых сортах топлив уделяется
топливоподготовке и обработке топлива.
1.7. Отложения в охлаждающих системах.
Теплопередающие поверхности покрываются накипью, ржавчиной,
микроорганизмами, илом и шламом, которые
являются следствием низкого качества охлаждающей воды. Засорение охлаждающих
систем и ухудшение теплообмена ведет к нарушениям охлаждающей способности
теплообменников и, как следствие, к нарушениям
тепловых потоков в СТС, ухудшаются экономические показатели
действия. Повышается теплонапряженность,
особенно деталей ЦПГ дизелей, что является одной из основных причин их
последующих отказов.



.JPG)



Комментариев нет:
Отправить комментарий